іпњЋ¬ё–‘ƒ№ћЎµг °°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°°
іпњЋ¬ёЉЉ х”ліЂЌ≥µƒµзґ∆–њ°Ґ»»љю–њЉЉ хѕа±»”–»зѕ¬”≈µг£Ї
1£Ѓ≥ђ≥£µƒƒЌ і–‘£Ї–њµƒ №њЎµзїѓ—І±£ї§„ч”√£ђ–њ°Ґ¬Ѕ∆ђµƒ∆Ѕ±ќ–І”¶“‘Љ∞ЄхЋб—ќµƒ„‘ќ“–ёЄі„ч”√ єµ√іпњЋ¬ёЌњ≤гЊя”–Ї№ЄяµƒƒЌ і–‘£ђіпњЋ¬ёЌњ≤г÷––‘—ќќн ‘—й ±£ђ–и“™100–° ±„у ”“≤≈ƒ№Єѓ іµфЌњ≤г1um£ђ±»іЂЌ≥µƒґ∆–њі¶јнƒЌЄѓ і–‘ћбЄя7÷Ѕ10±ґ£ђ÷––‘—ќќн ‘—й ±Љдњ…≥§іп1000–° ±“‘…ѕ£®Їсґ»8um“‘…ѕµƒЌњ≤г£©£ђ”–µƒ…х÷ЅЄьЄя£ђ’в «µзґ∆–њЇЌ»»љю–њ≤гќёЈ®іпµљµƒ°£
 |
|

|
|
|
|
÷––‘—ќќн ‘—й480–° ± |
|
÷––‘—ќќн ‘—й2000–° ± |
|
1.іпњЋ¬ёЌњ≤г |
|
|
5.µЌЇѕљр–њґ∆≤г£®ЇЏ…Ђґџїѓ£© |
|
2.ƒш/–њґ∆≤г£®≤ …Ђґџїѓ£© |
|
|
6.µзґ∆–њ£®≤ …Ђґџїѓ£© |
|
3.ƒш/–њґ∆≤г£®ЇЏ…Ђґџїѓ£© |
|
|
7.µзґ∆–њ£®йѕй≠…Ђґџїѓ£© |
|
4.µЌЇѕљр–њґ∆≤г£®≤ …Ђґџїѓ£© |
|
|
8.»»љю–њґ∆≤г |
|
|
|
2£ЃЉЂЉ—µƒƒЌ»»–‘£Ї“тќ™іпњЋ¬ёЌњ≤гµƒЄхЋбЊџЇѕќп÷–√ї”–љбЊІЋЃ£ђ«“¬Ѕ\–њ∆ђµƒ»џµгљѕЄя,Ћщ“‘Ќњ≤гЄяќ¬ƒЌ і–‘ЉЂЇ√°£іпњЋ¬ёЌњ≤гƒЌ»»ќ¬ґ»њ…іп300°ж£ђ‘Џ250°жѕ¬Ѕђ–ш≥§∆Џ є”√£ђ∆дƒЌ і–‘ƒ№ ЉЄЇх≤ї №”∞ѕм£ђґшµзґ∆–њ≤г±н√жґџїѓƒ§‘Џ70°ж„у”“њ™ Љ±ї∆∆їµ£ђƒЌ іƒ№Ѕ¶Љ±Њзѕ¬љµ°£
 |
|

|
|
|
|
300°жЉ”»»12–° ± |
|
°°°°°°°°300°жЉ”»»12–° ±Їу—ќќн ‘—й |
|
£®„у£©µзґ∆–њЅгЉю£®240–° ±£© |
|
|
£®„у£©µзґ∆–њЅгЉю£®240–° ±£© |
|
£®”“£©іпњЋ¬ёЅгЉю£®1000–° ±£© |
|
|
£®”“£©іпњЋ¬ёЅгЉю£®1000–° ±£© |
|
|
|
3£Ѓќё«віа–‘£ЇіпњЋ¬ёЉЉ хі¶јнєэ≥ћ÷–ќёЋбѕі\µз≥Ѕїэ\µзљв≥э”Ќµ»є§–т£ђ“≤ЊЌ√ї”–µзґ∆–њєэ≥ћµЉ÷¬ќц«вµƒµзїѓ—ІЈі”¶£ђЋщ“‘≤їїб є≤ƒ÷ ≤ъ…ъ«віа°£“тіЋћЎ±р Їѕ”Џі¶јнµѓ–‘ЅгЉюЇЌЄя«њґ»µƒє§Љю
|
±£≥÷ ±Љд |
ЅЉ∆Ј |
’џЋр∆Ј |
|
іпњЋ¬ёі¶јн |
100hrќі¬ъ |
90 |
0 |
100hr“‘…ѕ |
90 |
0 |
µзґ∆Zn(ќіЊ≠єэЇжЄ…і¶јн) |
100hrќі¬ъ |
0 |
90 |
100hr“‘…ѕ |
0 |
90 |
µзґ∆Zn(”–ЇжЄ…і¶јн) |
100hrќі¬ъ |
30 |
0 |
100hr“‘…ѕ |
12 |
18 |
4£ЃЅЉЇ√µƒњ…‘ўЌњ–‘£ЇЊ≠єэіпњЋ¬ёє§“’ЉЉ хі¶јнµƒє§Љю£ђЅгЉюїт≤ъ∆Јµƒљр ф±н√ж «—«єв“шї“…Ђ,ґ‘”Ќ∆б°ҐЌњЅѕµƒЄљ„≈Ѕ¶«њ,”лЄч÷÷їщ≤ƒ°ҐЌњЅѕЊщ”–ЅЉЇ√µƒљбЇѕЅ¶£ђњ…“‘‘ЏіпњЋ¬ёЌњЄі√жљш––‘ўЌњ„∞£ђ–ќ ≥…Єч÷÷Єч—щµƒ…Ђ≤ „чќ™√ж≤г є”√£ђ“≤њ…„чќ™Єч÷÷ЌњЅѕµƒµ„≤г є”√£ђ‘Џ√ј°Ґ»’∆ы≥µ…ъ≤ъ÷–≥£”√„чЌњЅѕµ„≤г»°іъ”–ќџ»ЊµƒЅ„їѓі¶јн,Ќђ ±іуіућбЄя’ыћеµƒƒЌ і–‘ƒ№ °£
5£ЃЈј÷єґ‘¬Ѕµзїѓ—ІЄѓ і£Їљр ф÷ЃЉд”…”Џµзќїµƒ≤їЌђ£ђїбЈҐ…ъµзїѓ—ІЈі”¶£ђґ‘”Џґ∆–њ≤гјіЋµ£ђ∆дЈјї§µƒќё¬џ «ћъїщїє «¬Ѕїщ£ђґЉїбЈҐ…ъµзїѓ—ІґшіуіуљµµЌЈјЄѓ–‘°£ґшґ‘”ЏіпњЋ¬ёЈјЄѓ≤гјіЋµ£ђ”…”Џ ЈјЄѓљ®ЅҐ‘ЏЄхЋбґџїѓ„ч”√ЇЌЅџ∆ђ„і–њ≤гµƒ №њЎќю…ь±£ї§„ч”√÷Ѓ…ѕ£ђ≤ї≤ъ…ъ»ќЇќµзїѓ—ІЄѓ і£ђЋщ“‘ѕаґ‘“÷÷∆ЅЋ–њµƒѕыЇƒ£ђЌђ ±“≤“÷÷∆ЅЋ¬ЅµƒЄѓ і°£
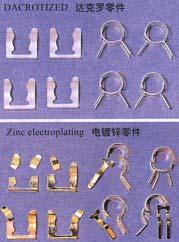
6£Ѓ”≈“мµƒ…шЌЄ–‘£ЇіпњЋ¬ёі¶јн“Ї «ЋЃ»№–‘µƒ£ђƒ№…ш»лє§Љюљф√№љбЇѕі¶£ђ–ќ≥…Јј–вЌњ≤г°£»зєы є”√µзґ∆–њµƒЈљЈ®£ђ”…”Џ∆Ѕ±ќ„ч”√,є№„і≤њЉюµƒƒЏ√жЉЄЇхµзґ∆≤ї…ѕ°£µЂ «£ђ“тќ™іпњЋ¬ёі¶јн «≤…”√ЌњЄ≤Јљ љ,Њя”–Ї№Ї√ µƒ…шЌЄ–‘£ђЋщ“‘њ…“‘”¶”√ЋьјіћбЄяƒЏЌв√жµƒЈј–вƒ№Ѕ¶°£Њ≠єэіпњЋ¬ёі¶јнµƒљр фЉю£ђ‘ЏѕЄќҐµƒњ’ѕґі¶“≤ƒ№–ќ≥…ƒ§£ђ…оЌЄ–‘ЅЉЇ√µƒЈјЄѓ іЌњ≤г£ђє№„іЅгЉюƒЏ“≤ «”–Њщ‘»Ќњ…ѕЌњ≤г°£јэ»зљфљф Њн„≈µƒµѓї…Њ≠єэіпњЋ¬ёі¶јнЇу£ђ‘Џј≠…мњ™µƒ„іћђѕ¬£ђљш––—ќЋЃ≈зќн ‘—й£ђ»‘ѕ‘ Њ≥цЉЂЉ—µƒЈј–вƒ№Ѕ¶°££®ѕ¬ЌЉќ™—ќќн ‘—й240–° ±Їуµзґ∆–њ÷∆∆ЈЇЌіпњЋ¬ё÷∆∆Јµƒљбєыґ‘±»°££©
—ќќн ‘—й240–° ±
„уЌЉ£®іпњЋ¬ёЅгЉю£©
”“ЌЉ£®µзґ∆–њЅгЉю£© |
|

|
7£ЃЄяƒЌ∆шЇт–‘£ЇіпњЋ¬ё‘Џ“їґ®Ќњ≤гЇсґ»ѕ¬њ…“‘Њ≠ №ґю—хїѓЅт°ҐЋб”к°Ґ—ћ≥Њ°ҐЈџ≥Њµƒ«÷ і°£∆дƒЌSO2 ‘—йњ…іп3÷№∆Џ°£ ”√”ЏЇ£—у–‘∆шЇтµƒє§Љю°ҐЇ£¬÷µ»°£іЋЌвїєЊя”–“їґ®ƒЌїѓ—І“©∆ЈЄѓ і–‘£ђ‘Џ∆ы”Ќ°Ґ
їъ”Ќ÷–ƒЌ і–‘Ї√°£
ЄяƒЌ∆шЇт–‘£®іђ…ѕ“їƒк∆Ў…єљбєы£©
„уЌЉ£®»»љю–њ£©
÷–ЌЉ£®іпњЋ¬ёЅгЉю£©
”“ЌЉ£®Ѕ„їѓі¶јн+Јџƒ©Ќњ„∞£© |
|

|
8£ЃµЌƒ¶≤Ѕ–‘£ЇЉ”»л»уїђЉЅЇуµƒіпњЋ¬ёЌњ≤г£ђЊ≠ µ±і¶јнњ…“‘≤ъ…ъ0.06°™0.12ѕµ эµƒ≥ђµЌƒ¶≤Ѕ–‘£ђЊ≠“ї∞гі¶јн‘т≤ъ…ъ0.12°™0.18ѕµ эµƒ÷–µ»ƒ¶≤Ѕ–‘°DAC500BћЎ±р ”√”Џ¬ЁЋ®љфєћЉюµƒЌњЄ≤°£
9£Ѓ≈дЇѕЊЂґ»Ї√£Ї“ї∞гіпњЋ¬ёЌњ≤гњ…“‘њЎ÷∆‘Џ6°™8um÷ЃЉд£ђ“тіЋљфєћћеµƒ≈дЇѕЊЂґ»њ…“‘ЈыЇѕ6g/6nµƒЊЂґ»“™«у°£
10£Ѓќџ»Њ–°£Їµзґ∆–њ ±іж‘ЏЇђ”––њ°ҐЉо°ҐЄхЋбµ»µƒќџЋЃ≈≈Ј≈ќ ћв£ђїб‘м≥…љѕіуµƒќџ»Њ£ђ»»љю–њ ±ќ¬ґ»љѕЄя£ђ ЌЈ≈µƒ–њ’ф∆ыЇЌHClґ‘»Ћћељ°њµќ£Ї¶љѕіу£ђƒњ«∞іуґа эµƒ»»љю–њ…ъ≤ъґЉ±Ў–л‘ґјл≥« –ЇЌ≈©іе µƒµЎЈљљш––°£іпњЋ¬ёє§“’њ™ііЅЋљр фЈјЄѓµƒ–¬Ѕм”т£ђ”…”ЏіпњЋ¬ёі¶јн «“їЄцЈв±’µƒі¶јнєэ≥ћ£ђ‘ЏЇжњЊєэ≥ћ÷–ї”ЈҐµƒќп÷ ÷ч“™ «ЋЃ£ђ≤їЇђ”–∆дЋьєжґ®њЎ÷∆µƒ”–Ї¶ќп÷ £ђґ‘їЈЊ≥ќџ»Њ–°°£
|



